
PLC là gì? Tổng quan và Giải pháp tích hợp PLC cho nhà máy thông minh
PLC (Programmable Logic Controller) là thiết bị điều khiển công nghiệp giúp tự động hóa máy móc bằng cách xử lý tín hiệu đầu vào và điều khiển đầu ra theo chương trình logic. Thiết bị này đảm bảo hệ thống vận hành ổn định, chính xác và liên tục trong môi trường công nghiệp khắc nghiệt.
Bạn đang vận hành một dây chuyền sản xuất và muốn tăng tốc độ, giảm lỗi, giảm chi phí nhân công? Hay bạn đang gặp phải tình trạng máy móc hoạt động không ổn định, dữ liệu sản xuất không được thu thập đầy đủ, và đội bảo trì mất hàng giờ để tìm ra nguyên nhân sự cố?
Câu trả lời cho hầu hết những vấn đề này đều bắt đầu từ một thiết bị: PLC – Bộ điều khiển logic có thể lập trình.
1. PLC là gì? Và tại sao đây là nền tảng của mọi hệ thống sản xuất hiện đại?
Trong các hệ thống tự động hóa công nghiệp, PLC (Programmable Logic Controller) là thiết bị điện tử công nghiệp chuyên dụng, đóng vai trò “bộ não” điều phối toàn bộ hoạt động của máy móc và quy trình sản xuất, thường được lập trình theo các tiêu chuẩn quốc tế như IEC 61131-3.
PLC nhận tín hiệu từ cảm biến và các thiết bị đầu vào, xử lý theo chương trình logic đã định sẵn, rồi gửi lệnh điều khiển đến động cơ, van, băng tải và các thiết bị đầu ra khác – tất cả diễn ra trong vòng vài mili-giây, liên tục, không ngừng nghỉ.
Khác với máy tính thông thường, PLC được thiết kế để hoạt động 24/7 trong môi trường công nghiệp khắc nghiệt: nhiệt độ cao, rung động lớn, bụi bẩn, nhiễu điện từ và hơi hóa chất. Đây chính là lý do PLC trở thành lựa chọn không thể thay thế trong các nhà máy sản xuất trên toàn thế giới.
2. Cấu tạo của một hệ thống PLC hoàn chỉnh
Một hệ thống PLC hiệu quả không chỉ là bản thân thiết bị PLC mà là sự phối hợp đồng bộ giữa nhiều thành phần. Hiểu rõ từng thành phần giúp bạn xây dựng hệ thống đúng – đủ – không dư thừa.
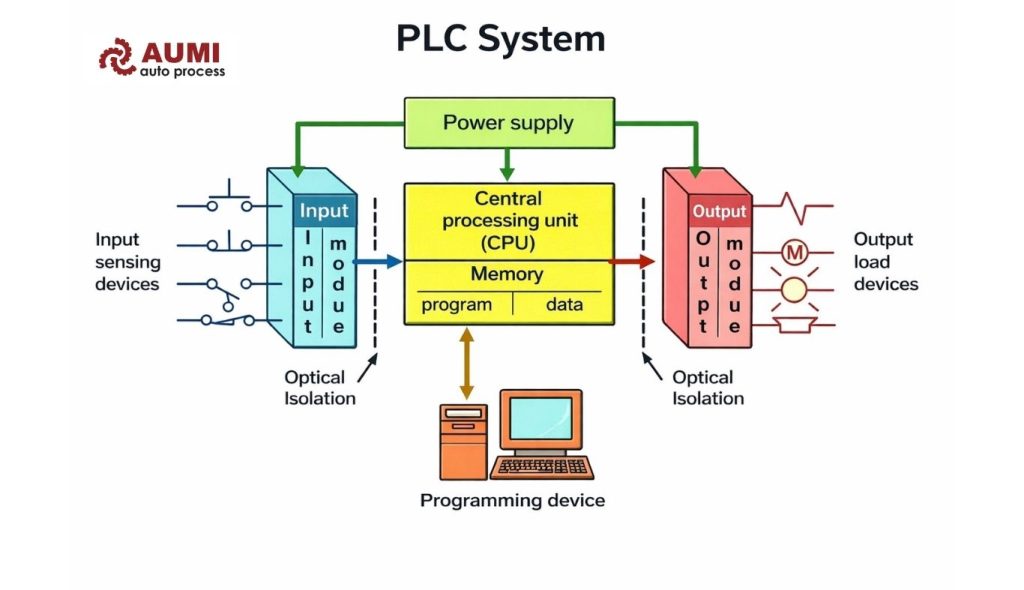
2.1. CPU – Bộ xử lý trung tâm
Là “bộ não” thực sự: thực thi chương trình điều khiển, tính toán logic, quản lý dữ liệu và điều phối toàn bộ hệ thống. Tốc độ CPU ảnh hưởng trực tiếp đến khả năng xử lý thời gian thực – yếu tố sống còn trong điều khiển chuyển động nhanh.
2.2. Bộ nhớ – ROM và RAM
ROM lưu chương trình hệ thống cố định; RAM lưu trữ dữ liệu vận hành, trạng thái I/O và các biến chương trình theo thời gian thực. PLC hiện đại hỗ trợ thêm thẻ nhớ ngoài để mở rộng dung lượng.
2.3. Module I/O – Cầu nối với thế giới thực
Đây là thành phần quyết định PLC “nhìn thấy” và “điều khiển” được gì trong nhà máy của bạn.
Module đầu vào (Input): Nhận tín hiệu từ cảm biến, công tắc hành trình, nút bấm, encoder… Tín hiệu có thể là số (digital – ON/OFF) hoặc tương tự (analog – 4–20mA, 0–10V).
Module đầu ra (Output): Kích hoạt động cơ, van điện từ, đèn báo, relay, biến tần…
Chất lượng và sự phù hợp của cảm biến đầu vào ảnh hưởng trực tiếp đến độ chính xác và tin cậy của toàn hệ thống điều khiển.
2.4. Nguồn điện – Nền tảng không được bỏ qua
Nguồn điện cung cấp điện năng ổn định cho PLC và toàn bộ module. Trong môi trường công nghiệp, điện áp thường xuyên dao động, nhiễu và sụt áp – đây là nguyên nhân hàng đầu gây lỗi hoặc hỏng PLC. Lựa chọn nguồn điện DIN rail chất lượng cao là điều kiện tiên quyết để hệ thống PLC hoạt động ổn định dài hạn.
2.5. Cổng truyền thông
PLC hiện đại hỗ trợ đa dạng giao thức: RS485, Modbus RTU/TCP, PROFIBUS, PROFINET, EtherNet/IP, IO-Link, OPC-UA… cho phép kết nối liền mạch với HMI, SCADA, biến tần, robot và các hệ thống quản lý cấp cao hơn.
3. Nguyên lý hoạt động: Chu trình quét liên tục

PLC vận hành theo một chu trình quét (scan cycle) lặp đi lặp lại không ngừng, gồm ba bước:
Bước 1 – Đọc đầu vào: PLC đọc trạng thái tức thời của tất cả tín hiệu đầu vào (cảm biến, công tắc…) và lưu vào bộ nhớ đệm.
Bước 2 – Thực thi chương trình: CPU xử lý tuần tự toàn bộ chương trình logic từ đầu đến cuối, tính toán trạng thái đầu ra dựa trên dữ liệu đầu vào vừa đọc.
Bước 3 – Cập nhật đầu ra: Ghi kết quả tính toán ra các module đầu ra thực tế, kích hoạt hoặc tắt các thiết bị ngoại vi tương ứng.
Thời gian hoàn thành một chu trình quét thường từ 1–100ms tùy độ phức tạp chương trình. Tính xác định (determinism) – đảm bảo thời gian xử lý cố định, không bị gián đoạn bất ngờ – là ưu thế cốt lõi của PLC so với máy tính thông thường trong điều khiển thời gian thực.
Ví dụ thực tế: Trong dây chuyền chiết rót nước giải khát, PLC liên tục đọc cảm biến phát hiện chai, kiểm tra trọng lượng, điều khiển van bơm và từ chối chai lỗi – toàn bộ trong vài mili-giây, với độ chính xác và lặp lại tuyệt đối mà con người không thể đạt được.
4. Phân loại PLC – Chọn đúng loại cho đúng bài toán
PLC Compact (khối đặc)
Tích hợp CPU, nguồn và I/O trong một khối. Nhỏ gọn, lắp đặt nhanh, chi phí thấp. Phù hợp máy đơn, hệ thống vừa và nhỏ dưới 128 I/O. Ví dụ: Siemens S7-1200, Mitsubishi FX5U, Omron CP1E/CP1L.
PLC Modular (dạng module)
CPU và I/O là các khối riêng biệt, ghép nối linh hoạt theo yêu cầu. Phù hợp hệ thống phức tạp, đa dạng loại tín hiệu, dễ mở rộng. Ví dụ: Siemens S7-300/1500, Omron CJ2, Mitsubishi Q Series.
PLC Rack (dạng rack)
Module cắm vào khung rack, phù hợp hệ thống rất lớn với yêu cầu độ tin cậy cao, hỗ trợ dự phòng kép (redundancy). Ví dụ: Omron CS1D, Siemens S7-400H.
Bảng so sánh PLC:
| Tiêu chí | PLC Compact | PLC Modular | PLC Rack |
| Số I/O | < 128 | 128 – 2.048 | > 2.048 |
| Chi phí đầu tư | Thấp | Trung bình | Cao |
| Khả năng mở rộng | Hạn chế | Tốt | Rất tốt |
| Ứng dụng tiêu biểu | Máy đơn, SME | Dây chuyền vừa | Nhà máy lớn, hệ thống an toàn cao |
5. Các ngôn ngữ lập trình PLC (chuẩn IEC 61131-3)
PLC được lập trình theo tiêu chuẩn quốc tế IEC 61131-3, đảm bảo tính tương thích giữa các hệ thống và độ tin cậy cao trong môi trường công nghiệp.
Tiêu chuẩn này định nghĩa 5 ngôn ngữ lập trình PLC phổ biến gồm:
- Ladder Logic (LAD): Phổ biến nhất – cấu trúc trực quan giống sơ đồ mạch điện rơle, thân thiện với kỹ thuật viên điện.
- Function Block Diagram (FBD): Mô phỏng luồng tín hiệu qua các khối chức năng, phù hợp điều khiển quá trình.
- Structured Text (ST): Ngôn ngữ bậc cao tương tự Pascal/C, dùng cho thuật toán phức tạp và xu hướng ngày càng phổ biến.
- Statement List (STL/IL – Không sử dụng từ201 2013, hiện tại không còn trong IEC 61131-3:2025): Ngôn ngữ liệt kê lệnh cấp thấp, dành cho lập trình viên có nền tảng assembly.
- Sequential Function Chart (SFC): Biểu diễn quy trình tuần tự theo bước – rất phù hợp cho dây chuyền nhiều giai đoạn.
6. Ưu điểm và nhược điểm của PLC
Ưu điểm:
- Hoạt động tin cậy 24/7 trong điều kiện công nghiệp khắc nghiệt
- Thay đổi logic điều khiển chỉ cần sửa chương trình, không cần đi dây lại
- Chẩn đoán lỗi tích hợp – kỹ thuật viên xác định sự cố nhanh hơn nhiều
- Tích hợp dễ dàng với HMI, SCADA, robot và toàn bộ hệ sinh thái nhà máy
- Chi phí bảo trì thấp hơn hệ thống rơle về dài hạn
Nhược điểm:
- Chi phí đầu tư ban đầu cao hơn giải pháp điều khiển đơn giản
- Cần nhân lực được đào tạo bài bản để lập trình và bảo trì
- Nguy cơ bảo mật mạng khi kết nối Internet (cần có chính sách OT security)
- Tính độc quyền phần mềm giữa các hãng đôi khi gây khó khăn khi tích hợp đa thương hiệu
7. Ứng dụng PLC trong thực tế tại Việt Nam
PLC hiện diện trong hầu hết mọi ngành sản xuất tại Việt Nam:
Chế biến thực phẩm & đồ uống: Điều khiển dây chuyền chiết rót, đóng gói, kiểm tra trọng lượng và dán nhãn tự động.
Sản xuất điện tử & linh kiện: Điều khiển robot lắp ráp, hệ thống vision kiểm tra chất lượng, truy xuất nguồn gốc sản phẩm.
Dệt may & giày da: Điều khiển máy dệt, máy may, hệ thống nhuộm và sấy tự động.
Xi măng, thép & vật liệu xây dựng: Điều khiển lò nung, hệ thống băng tải liên tục, nghiền và phân loại nguyên liệu.
Xử lý nước & môi trường: Tự động hóa trạm bơm, hệ thống lọc, châm hóa chất và giám sát thông số nước thải.
Logistics & kho bãi: Điều khiển băng tải phân loại, hệ thống AGV, quản lý hàng tồn kho tự động.
Dự án tiêu biểu tại Việt Nam: Hệ thống kiểm soát tại Sân bay Tân Sơn Nhất, dây chuyền kiểm soát pallet, và các hệ thống định vị không tiếp xúc trong sản xuất ô tô – đây là những minh chứng về mức độ phức tạp mà một hệ thống PLC tích hợp đúng cách có thể đạt được.
8. Cách lựa chọn PLC và giải pháp tích hợp phù hợp
Không có một PLC “tốt nhất” cho mọi ứng dụng. Dưới đây là khung tiêu chí để đánh giá:
Số lượng và loại I/O cần thiết: Đếm cảm biến, thiết bị đầu vào/ra. Xác định loại tín hiệu (digital, analog, safety). Cộng thêm 20–30% dự phòng mở rộng.
Yêu cầu tốc độ và thời gian thực: Điều khiển chuyển động nhanh cần CPU tốc độ cao và hỗ trợ interrupt. Quy trình chậm thì CPU trung bình đã đủ.
Môi trường lắp đặt: Nhiệt độ, độ ẩm, cấp bảo vệ IP cần thiết cho tủ điện, nguồn điện và cảm biến.
Giao thức truyền thông: Xác định thiết bị nào cần kết nối và chúng dùng giao thức gì. Đảm bảo PLC và các module truyền thông tương thích.
Yêu cầu an toàn: Ứng dụng có vùng nguy hiểm không? Cần cảm biến an toàn và module safety PLC đạt cấp SIL/PL tương ứng.
Hệ sinh thái hỗ trợ tại Việt Nam: Ưu tiên thương hiệu có kỹ thuật viên, phụ tùng và tài liệu sẵn có tại địa phương. Thời gian ngừng máy chờ linh kiện nhập khẩu có thể đắt hơn chênh lệch giá thiết bị rất nhiều.
9. Giải pháp AUMI: Tích hợp thiết bị ngoại vi để PLC hoạt động tối ưu
Trong thực tế, phần lớn sự cố và kém hiệu quả của hệ thống tự động hóa không đến từ bản thân PLC, mà đến từ cảm biến đầu vào không chính xác hoặc nguồn điện không ổn định.
AUMI là đại diện chính thức của SICK, PULS và Emerson tại Việt Nam – cung cấp giải pháp tích hợp toàn diện cho hệ thống PLC theo ba hướng chính:
Cảm biến SICK – “Mắt và tai” của PLC
Danh mục đa dạng từ cảm biến tiệm cận, cảm biến quang điện đến LiDAR 2D/3D và cảm biến đo khoảng cách (DT35, dải đến 12.000 mm).
Hỗ trợ IO-Link giúp PLC đọc dữ liệu chẩn đoán, cấu hình từ xa và tự động khôi phục thiết bị (sensor cloning), phù hợp triển khai nhà máy thông minh.
Nguồn điện PULS – Nền tảng ổn định cho hệ thống
Nguồn DIN rail hiệu suất cao (đến 95,3%), dải 12–48VDC, hỗ trợ IO-Link để giám sát trạng thái theo thời gian thực.
Kết hợp module dự phòng và DC-UPS giúp duy trì điện áp 24VDC, đảm bảo hệ thống PLC vận hành liên tục ngay cả khi mất điện.
Van ASCO & xi lanh AVENTICS – Đầu ra điều khiển chính xác
Van điện từ ASCO (24VDC) và xi lanh AVENTICS hỗ trợ phản hồi vị trí analog, cho phép điều khiển chính xác từ ON/OFF đến điều khiển tỷ lệ (closed-loop).
Các dự án tiêu biểu tích hợp PLC và thiết bị tự động hóa trong công nghiệp
Hơn 20 năm hoạt động, AUMI đã tích lũy kinh nghiệm triển khai thực tế trên nhiều ngành công nghiệp có yêu cầu kỹ thuật cao. Dưới đây là ba dự án tiêu biểu phản ánh cách AUMI tích hợp thiết bị vào hệ thống PLC của khách hàng.
- Dự án sản xuất ô tô: Hệ thống BPS của SICK – camera định vị thân xe, PLC bù trừ tọa độ cho robot, chạy nhiều model trên cùng dây chuyền, giảm bảo trì cơ khí.
- Dự án kiểm soát pallet: Cảm biến SICK đa lớp + PLC phân loại theo kích thước/trọng lượng + van ASCO điều hướng + nguồn PULS ổn định toàn tủ điện.
- Dự án sân bay quốc tế tại Việt Nam: Ứng dụng hệ thống ALIS Laser 360 của SICK AG trong giám sát và kiểm tra hành lý, sử dụng công nghệ cảm biến laser để nhận diện chính xác và theo dõi liên tục theo thời gian thực. Giải pháp giúp giảm thiểu sai sót trong phân loại hành lý, tăng tốc độ xử lý và tối ưu luồng vận hành, đồng thời dễ dàng tích hợp với hệ thống an ninh và điều khiển hiện hữu, đảm bảo độ tin cậy cao trong môi trường vận hành 24/7 của sân bay.
Câu hỏi thường gặp (FAQ)
Q: PLC là gì và dùng để làm gì trong công nghiệp?
A: PLC (Programmable Logic Controller) là bộ điều khiển lập trình dùng để tự động hóa máy móc và dây chuyền sản xuất. PLC giúp giám sát, xử lý tín hiệu và điều khiển thiết bị như motor, van, cảm biến… một cách chính xác và ổn định.
Q: PLC khác gì vi điều khiển (Arduino, ESP32)?
A: Vi điều khiển phù hợp cho nghiên cứu, prototyping. PLC được thiết kế cho môi trường công nghiệp:
- Chống nhiễu điện từ (EMI)
- Chịu rung, nhiệt độ cao
- Hoạt động liên tục 24/7 nhiều năm
👉 PLC đảm bảo độ tin cậy và an toàn cao hơn rất nhiều.
Q: PLC có khó lập trình không?
A: Không. PLC sử dụng các ngôn ngữ tiêu chuẩn như:
- Ladder (LD) – dễ hiểu như mạch điện
- Function Block (FBD)
- Structured Text (ST)
Người có nền tảng điện – tự động hóa có thể học nhanh trong thời gian ngắn.
Q: Có cần thay đổi cảm biến khi nâng cấp PLC không?
A: Không bắt buộc. Nếu cảm biến hiện tại vẫn tương thích tín hiệu (PNP/NPN, Analog, Digital) thì vẫn dùng được.
Tuy nhiên, nâng cấp lên cảm biến hỗ trợ IO-Link (như SICK) sẽ giúp:
- Chẩn đoán lỗi
- Cấu hình từ xa
- Tăng hiệu quả vận hành
Q: Nguồn điện PLC cần bao nhiêu công suất?
A: Cần tính tổng công suất:
- CPU
- Module I/O
- Thiết bị 24VDC trong tủ
👉 Nên chọn nguồn có công suất dư 20–30% (ví dụ PULS) để đảm bảo ổn định và tuổi thọ.
Q: PLC có thể kết nối với HMI, SCADA hoặc IoT không?
A: Có. PLC hiện đại hỗ trợ nhiều giao thức truyền thông:
- Modbus
- OPC UA
- Ethernet/IP
- PROFINET
👉 Giúp giám sát, điều khiển từ xa và tích hợp nhà máy thông minh (Smart Factory).
Q: Nên chọn PLC loại nhỏ, trung hay lớn?
A: Tùy quy mô hệ thống:
- PLC nhỏ: máy đơn, ít I/O
- PLC trung: dây chuyền sản xuất
- PLC lớn: hệ thống nhà máy
👉 Luôn chọn dư tài nguyên 20–30% để mở rộng sau này.
Q: Khi nào nên nâng cấp hoặc thay PLC?
A: Bạn nên cân nhắc nâng cấp khi:
- PLC hiện tại không đủ I/O
- Tốc độ xử lý chậm
- Không hỗ trợ truyền thông mới
- Khó tìm linh kiện thay thế
👉 Nâng cấp đúng thời điểm giúp tránh downtime và tối ưu hiệu suất.
Bạn đang cần tư vấn hệ thống PLC cho nhà máy?
Đội ngũ kỹ sư AUMI sẽ giúp bạn lựa chọn đúng thiết bị – đúng cấu hình – tối ưu chi phí ngay từ đầu.
✔ Tư vấn kỹ thuật 1:1
✔ Đề xuất cấu hình PLC + cảm biến + nguồn điện phù hợp
✔ Hỗ trợ triển khai thực tế tại nhà máy
Nhận tư vấn miễn phí trong 24h:
📞 0917 991 589 | 📧 [email protected] |
Địa chỉ:
- Văn phòng Hà Nội: B44 lô nhà vườn khu đô thị Việt Hưng, phường Việt Hưng, TP Hà Nội
- Văn phòng Hồ Chí Minh: Tầng 2, tòa nhà HS, 260/11 Nguyễn Thái Bình, phường Bảy Hiền, TP Hồ Chí Minh
- VP Đà Nẵng: Tầng 9, tòa nhà PV bank, số 2 đường 30-4, phường Hòa Cường, TP Đà Nẵng
AUMI cam kết hàng chính hãng, CO/CQ đầy đủ – tư vấn đúng kỹ thuật, tối ưu chi phí.









