| Nominal tube |
Indicative belt width |
Standard idler spacing |
Minimum transition distance** |
Minimum curve radius** |
Max lump size |
Max speed |
Volumetric Capacity* |
| mm | mm | m | m | m | mm | m/sec | m3/h |
| 100
150 200 250 300 350 400 450 500 550 |
450
600 800 1000 1200 1400 1600 1800 1900 2100 |
1,10
1,10 1,30 1,45 1,60 2,00 2,20 2,30 2,40 2,50 |
2,5
4,0 5,0 6,5 7,5 9,5 10,0 11,0 12,5 13,5 |
30
45 60 75 90 105 120 135 150 165 |
33
45 60 75 95 110 125 140 160 180 |
2,2 2,2 2,5 2,5 3,0 3,5 4,0 4,5 5,0 5,5
|
21,2
46,9 84,7 132,4 190,7 256,2 339,1 429,2 530,0 641,2 |
* Capacity is intended at 1 m/sec with suggested 75% filling factor
**Datas valid only for Pipex textile belts; for Piflex steel carcass belts correct the datas according to the rules here below
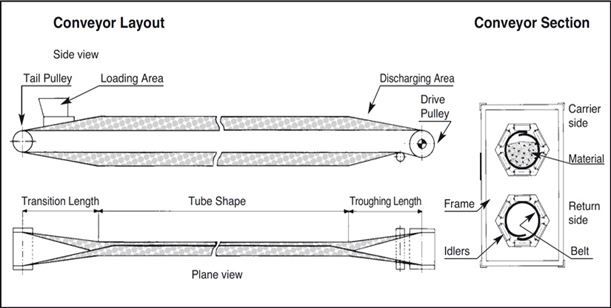
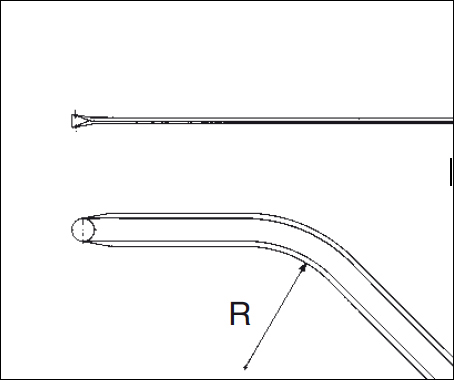
Maximum curve angle for standard applications ß1 ≤ 45°
Minimum radius admitted
R ≥ 300 x tube diameter for Pipex textile belts
R ≥ 600 x tube diameter for Piflex steel carcass belts
For angles > 45° minimum radius must be gradually increased till the double at the maximum allowed angle of 90°. Special belt construction must be considered in order to bear the lateral compression.
Max inclination ß2 = 30°
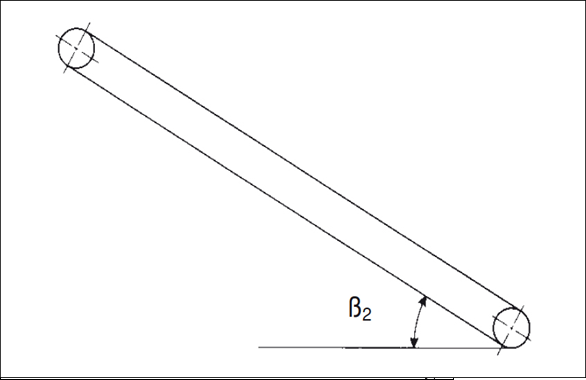
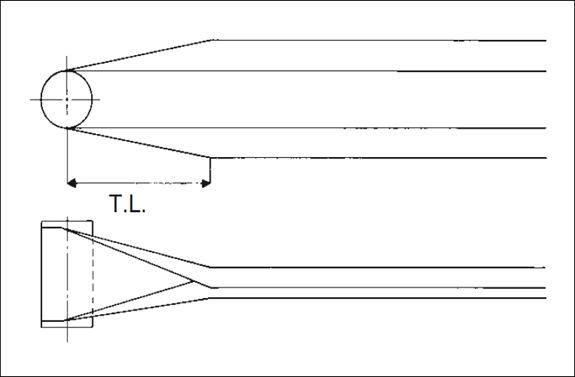
Minimum transition length
TL ≥ 25 x tube diameter for Pipex textile belts
TL ≥ 40 to 60 x tube diameter for Piflex steel carcass belts according to the elastic modulus